Maintenir un processus de contrôle de photopolymérisation cohérent
Une fois qu'un processus de polymérisation par spot ou par projecteur est configuré et validé, il est important que la fabrication continue de fonctionner dans les limites définies du processus. Voici cinq façons de maintenir un contrôle cohérent du processus :
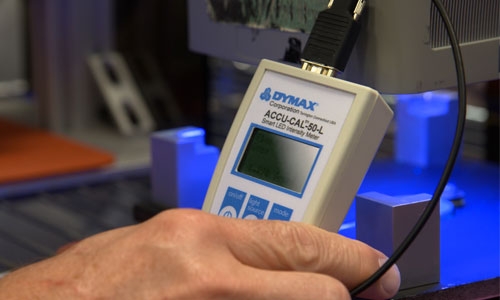
1) Surveillez l'intensité
La mesure de l'intensité nécessite un radiomètre, comme le Dymax Accu-Cal™ 50 ou le Accu-Cal™ 160 , qui mesure l'intensité lumineuse sur une plage de longueurs d'onde spécifiée. Avec les systèmes de séchage par points, l'intensité est mieux mesurée à l'extrémité d'un guide de lumière, bien qu'un simulateur de guide de lumière puisse être utilisé pour distinguer l'intensité de l'ampoule de la transmission du guide de lumière. La mesure de la transmission UV du guide de lumière peut identifier si un guide de lumière est sale ou a été endommagé.
L'intensité d'un système de séchage par projection est mesurée au point focal du réflecteur de la lampe. Le point focal d'une lampe à projection Dymax se trouve à 76 mm (3,0 po) sous le bas du réflecteur de la lampe, et le point focal d'une lampe à projection LED Dymax se trouve à 25 mm (1,0 po) sous le bas du boîtier de la matrice LED. L'enregistrement des intensités est nécessaire pour documenter l'état du système de séchage et vérifier que le processus fonctionne dans la limite définie lors de la validation.
2) Ajustez l'intensité
Quelques systèmes de photopolymérisation permettre aux utilisateurs de régler l'intensité manuellement ou automatiquement. Étant donné que l'intensité lumineuse a tendance à diminuer avec le temps (qu'elle soit contrôlée manuellement ou automatiquement), le point de consigne d'intensité doit être réglé plus près de la limite d'intensité supérieure et être périodiquement vérifié et réajusté.
Dans les systèmes d'amorçage d'arc standard, le réglage de l'intensité s'effectue en déplaçant la distance de l'axe z par rapport à la ligne de soudure. L'augmentation de la distance entre la source UV et la ligne de soudure diminue l'intensité. La technologie des nouveaux systèmes LED Flood permet de régler l'intensité de sortie simplement via l'écran du panneau avant, laissant la distance entre la lampe et la ligne de soudure intacte.

3) Entretenir les guides de lumière
Sale guides de lumière Les vapeurs d'adhésif sont le problème le plus courant associé au bon fonctionnement des systèmes de durcissement par points. Les adhésifs sont les contaminants les plus courants, mais des vapeurs d'adhésif peuvent également s'accumuler. Dans certaines applications, vous pouvez remarquer que des vapeurs s'échappent de l'adhésif pendant l'étape d'exposition au durcissement. Ces vapeurs peuvent se déposer à l'extrémité du guide de lumière et réduire la transmission du guide de lumière de plus de 50 %. Étant donné que ces vapeurs et les résidus d'adhésif durci sont souvent résistants aux produits chimiques, l'essuyage avec un chiffon imbibé de solvant est généralement inefficace en raison de la résistance aux solvants de nombreux matériaux photopolymérisables. Le grattage avec une lame de rasoir est souvent le meilleur moyen de nettoyer l'extrémité d'un guide de lumière à fibre optique liquide ou fusionné. Les guides de lumière à fibre optique époxy nécessitent souvent un trempage dans un solvant.
Les guides de lumière se dégradent également avec l'utilisation. Le fait de plier ou d'enrouler fréquemment un guide de lumière peut réduire sa capacité à transmettre la lumière plus rapidement qu'un guide de lumière fixe. Les guides de lumière pliés ou présentant des signes de perte de transmission doivent être remplacés.
4) Documenter le processus
Les méthodes de documentation et les mesures sont essentielles à tout processus de fabrication et doivent être affichées sur le poste de travail et non archivées. La documentation facilement disponible est plus susceptible d'être suivie et est fortement recommandée. Un enregistrement de l'intensité de séchage aux UV comprend généralement les éléments suivants :
- Numéro de série et date d'étalonnage du radiomètre et du détecteur
- Mesures d'intensité
- Procédure d'installation et d'arrêt
- Limites d'intensité du processus
- Délai d'exposition
- Distance entre le guide de lumière et la pièce
- Méthode de mesure de l'intensité et fréquence
- Méthode de nettoyage du guide de lumière et fréquence de nettoyage
- Méthode de remplacement des ampoules et historique des changements d'ampoules
5) Éliminer ou comprendre les variations possibles
Plus les variations sont éliminées lors d'un processus de photopolymérisation, plus le processus sera contrôlé. Si une variation ne peut pas être éliminée, elle doit être comprise et intégrée au processus. Les sources de variation comprennent :
Ampoules (lampes) :
Variations naturelles dans les composants qui construisent le ampoules Les lampes utilisées dans les systèmes de photopolymérisation entraînent des variations de l'intensité initiale. Cela se remarque surtout lors du remplacement d'une ancienne lampe par une nouvelle. Les lampes se dégradent également à des rythmes différents, en fonction de leur intensité initiale et de leur mode d'utilisation, mais toutes présentent des courbes de dégradation similaires.
Guides de lumière :
Le nombre de courbures et les rayons de courbure peuvent modifier la sortie d'un guide de lumière. Les guides de lumière multipolaires nécessitent un équilibrage (liquide uniquement) pour augmenter l'uniformité de la sortie d'intensité entre chaque pôle. S'il est mal installé, un guide de lumière monté sur un composant mobile tel qu'une table XYZ peut subir une usure et une dégradation accrues par rapport à un guide de lumière stationnaire.
Radiomètres :
Les radiomètres sont constitués d'un appareil de mesure et d'un détecteur. Ces deux composants sont étalonnés comme un ensemble apparié. L'échange d'un détecteur entre les appareils de mesure entraînera certainement des mesures répétées inexactes qui peuvent être très éloignées de la plage de mesure. Chaque détecteur est fourni avec une courbe de réponse spectrale graphique, qui est spécifique à cet appareil comme une empreinte digitale. Le processus d'étalonnage étalonne individuellement chaque ensemble de radiomètres sur un appareil de test standard dans une limite d'écart acceptable.
En comparant deux radiomètres Les radiomètres peuvent être différents les uns des autres, l'empilement des écarts pouvant indiquer des différences de mesure importantes qui peuvent sembler inacceptables, mais chaque radiomètre est précis lorsqu'il est comparé à la norme d'étalonnage. Pour cette raison, il est fortement recommandé d'utiliser un seul radiomètre lors de la surveillance des activités quotidiennes d'une ligne de production.
Un deuxième radiomètre ne doit être utilisé que lorsque le radiomètre principal est renvoyé à Dymax pour étalonnage. À ce stade, les radiomètres doivent être comparés pour comprendre l'écart entre les deux unités. Cela aidera l'utilisateur à comprendre la différence de mesure qu'il peut commencer à constater lors de l'utilisation du radiomètre secondaire.
Emplacement de mesure :
L'intensité varie considérablement en fonction de la distance depuis l'extrémité d'un guide de lumière. Il est donc important de maintenir une distance constante entre le guide de lumière et la pièce. Selon le système de séchage par lampe à faisceau large utilisé, l'intensité UV délivrée à la ligne de collage peut varier sur les axes X et Y (longueur et largeur) de la zone exposée. Le fait de placer le radiomètre de mesure au même endroit de manière constante fournira des mesures cohérentes. L'atténuation variable pourrait inclure la création d'un dispositif à utiliser avec le radiomètre pour un placement répétable dans la zone de polymérisation , quel que soit le technicien qui enregistre la mesure. Il est également important de s'assurer que la mesure d'intensité est enregistrée sur le même axe Z (hauteur) que la ligne de collage. Une mesure prise avec le détecteur du radiomètre à 0,5" au-dessus ou en dessous de la hauteur de la ligne de collage pourrait produire des niveaux d'énergie radicalement différents de ce que la ligne de collage reçoit réellement.
Si vous utilisez un processus de photopolymérisation validé, suivez ces étapes essentielles pour maintenir un contrôle précis du processus pour une fabrication réussie et cohérente.